В настоящее время современные технологии стремительно идут вверх, облегчая, механизируя, заменяя ручную работу автоматами и роботами во многих областях деятельности человека. На рынке уже давным-давно появились гравировальные станки для художественных работ на граните. И чем дальше, тем рынок в данной сфере насыщается всё больше и больше, но и круг потребителей растёт. Зачастую потребителю тяжело самому разобраться при выборе того или иного производителя и модели станка. Нюансов и критериев много.
Так как же выбрать гравировальный станок?
Несомненно, критерий номер один -качество гравировки. О качестве станка можно объективно судить лишь по отзывам его пользователями и по работам, сделанным на этом станке на различных камнях. Причём мнение о станке следует создавать именно по работам сделанным на плохих породах камня с вкраплениями слюды, железа, не достаточно чёрном и неоднородном камне с обыденным исходным фото. Многие производители вводят в обман клиентов, демонстрируя примеры своих работ, сделанных на хорошем камне или на базальте с идеальной фотографией из интернета. Это сродни рекламе по телевизору, где варят пластмассовые пельмени. В таких условиях показатели качества всегда будут завышенными в сравнении с реальными условиями работы художников. Камень и фото далеко не всегда идеальны. Зачастую именно на плохих породах камня работают люди и с плохими фотографиями, на что и нужно ориентироваться.
Что влияет на качество станка?

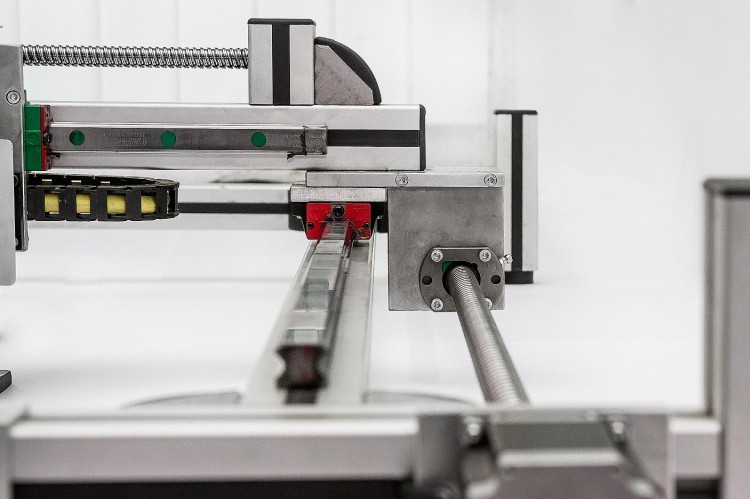
В первую очередь, это качество комплектующих, из которых собрана станина с системой линейных перемещений станка. Во вторых, это, несомненно, вид привода станка. Ременной привод не даёт желаемого качества из-за люфтов, вибрации, резонансов. Чем жёстче станина, более точны привода (шариковинтовые пары) и направляющие конструкции, тем большего качества можно добиться от станка. Потому как качественное изображение на камне — это чётко спозиционированная и пробитая точка. Набор точек правильной круглой формы, переданных на камень чётко в соответствии с исходным файлом, формирует качественное изображение на заготовке. Дешевые комплектующие потому и дешевые, что не соответствуют высокому классу точности. В итоге собранный станок из таких деталей (шлифованные валы, ремень, некачественные направляющие и др.) формируют на камне точку, спозиционированную с минимальным отклонением, точку не правильной круглой, а продолговатой формой. Наличие этих факторов приводит к смазанному, нечёткому изображению на камне, полоскам на изображении. Это то, на что следует обратить внимание в первую очередь, но и это далеко не всё. Даже имея хорошую станину, проблемы с качеством гравировки не могут быть решены. На этот процесс влияют ещё целый ряд факторов.
Процессорный блок станка – устройство, которое обрабатывает по определённому алгоритму изображение, управляет перемещением и работой гравировального инструмента. Он задаёт весь необходимый набор функций печати, грамотно управляет моторами, плавно разгоняя и притормаживая, что предотвращает съезды, прострелы, и т.п. Блок управления — это мозг и мышцы станка. Чтобы быстро и чётко спозиционировать ударную головку в нужное место на заготовке (основная функция блока управления), недостаточно просто покрутить шаговый мотор. Необходимо грамотно управлять и контролировать её перемещение. Стационарный персональный компьютер не приспособлен для таких задач — этим занимаются контроллеры, которые работают в режиме реального времени, имеют обратную связь с исполнительным устройством. В них, как правило, закладывают целый ряд сложных формул, коеффициентов, расчётов по управлению двух и более координатной системой перемещений станка. В этом сложность и суть отдельного блока управления. Блок управления обаспечивает удобный и доступный пользовательский интерфес, предназначеный сугубо для гравировки на станках. Также он решает очень важную в таких вещах функцию как бесперебойную работу станка.
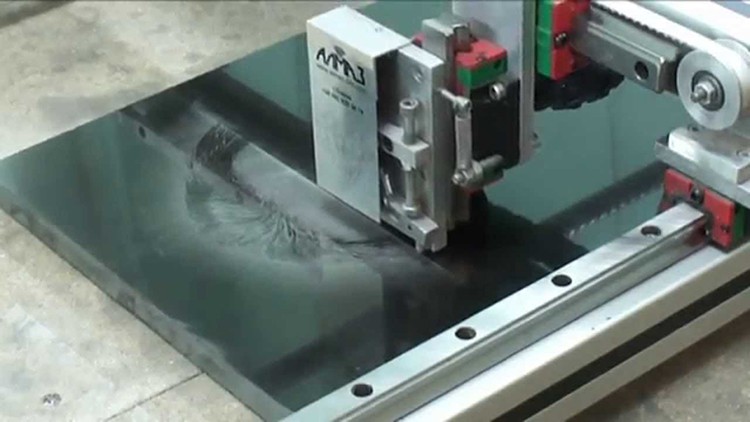
Ударная головка станка играет ключевую роль в определении качества изображения. Удары по камню следует наносить быстро и чётко во избежание той же смазаности и размытости пробития. Сила удара должна быть при этом достаточная, чтобы пробить твёрдый материал как можно глубже для придания объёма изображению на камне. Так же нельзя забывать про передачу как можно более плавных полутонов гравировки. Чем плавнее тоновый переход, тем правдоподобней и объёмней будет конечный результат. Особая роль отводится системе слежения ударной головки за кривизной или неровностью заготовки. Суть работы всего ударного механизма состоит ещё и в том, чтобы держать инструмент гравировки (алмазную иглу) строго на заданном расстоянии от заготовки и всей её плоскости на всём протяжении работы. Минимальное (доли миллиметра) изменение этого параметра приведёт к изменению яркости или тона печати, иначе говоря, к браку. Поэтому, контролю высоты и регулировки зазора рабочего инструмента отводится огромная роль. За это отвечают различные датчики контроля расстояния. Его правильная работа — залог качества печати.
Только лишь соеденив в одно целое всё перечисленное выше, можно получить качественный продукт под названием гравировальный станок. Любая брешь в одно из звеньев приведёт к потере качества.
Но этим не ограничивается список к требованиям станка. Станок должен быть надёжен, прост и понятен в управлении, иметь высокую скорость печати без потери качества-производительность, и окупаемость, соответстенно.

Просто купить станок с ЧПУ с перечисленными свойствами мало. Для клиента важен фактор доставки и обучения работы на станке, а также предоставления гарантий бесперебойной работы станка на весь период гарантийной службы и в послегарантийный период эксплуатации. Важно выделить необходимость поддержки клиента, особенно в первое время работы на станке. Помочь достигнуть хорошего качества в работе с разным видом и качеством камня, обеспечить и поддержать расходными материалами, иглами для гравировки, клипартом, помочь с ретушью фотографий.
Сделать качественный станок и предоставить хороший сервис — довольно затратное дело. Поэтому, выбирая станок, определитесь, что вы хотите от него получить — низкую цену или качество с хорошим пакетом сервиса. Потому как одно противоречит другому. Выбирать следует золотую середину. Купив станок, вы пожелаете как можно быстрей отбить его стоимость и начать зарабатывать. Дорогой станок придётся дольше отбивать, а дешевый даст малую окупаемость из-за цены за некачественный продукт, сделанный на нём, которая, очевидно, будет ниже. Посчитайте также затраты на ремонт дешевого станка и его простой. Некачественные работы больно могут ударить по репутации.
Предпочтения производителям нужно отдавать именно тем, кто давно на этом рынке, и кто работает непосредственно с камнем или имеет к нему прямое отношение. Опытом не стоит пренебрегать в данном случае. Потому как продавец станка обязан научить и передать опыт и специфику работы с этим непростым материалом.